UCON Adjustable Connector: Solving a Cold Climate Failure Mode
The Product
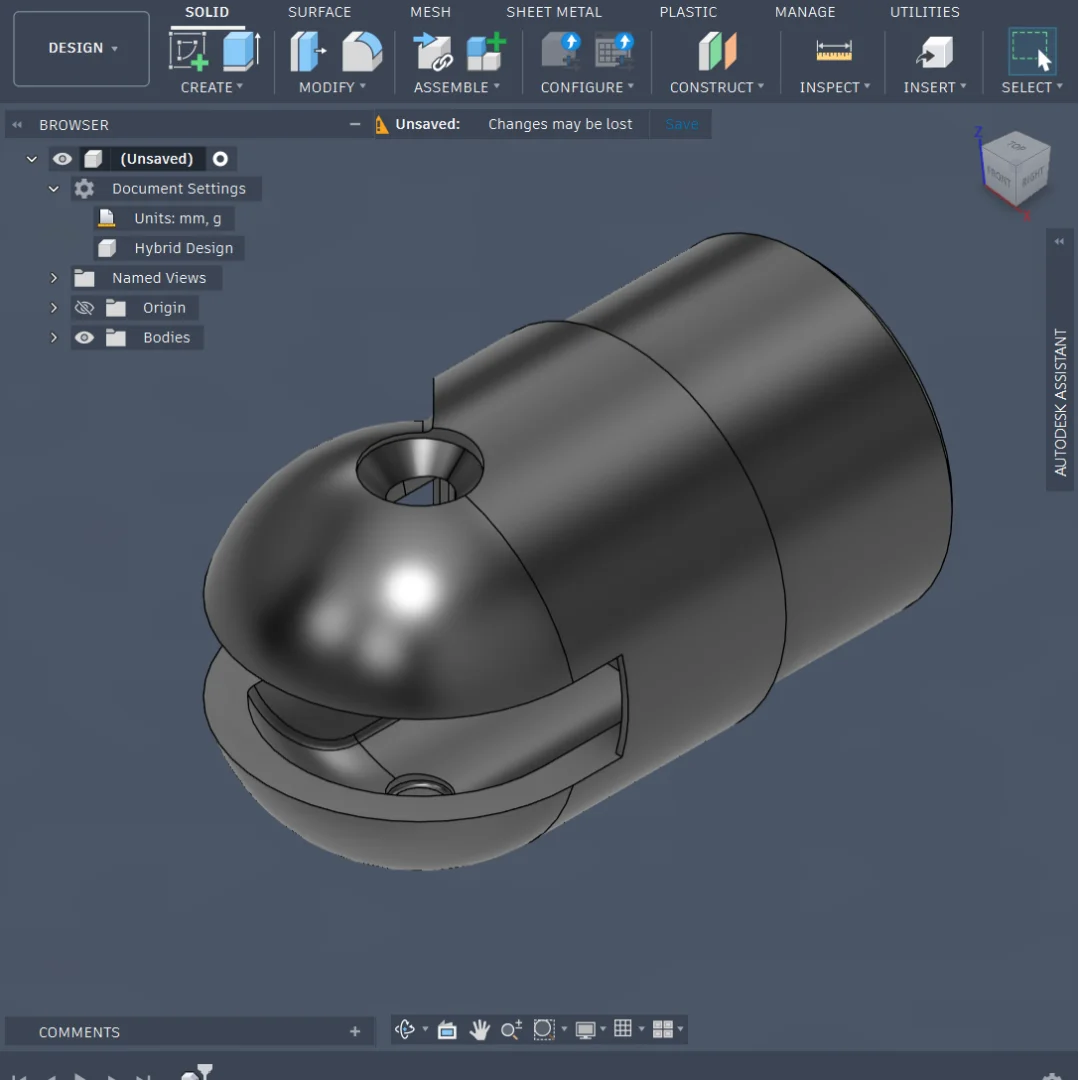
The UCON is an adjustable stainless steel connector used in handrail and baluster systems. It allows the handrail tube to be set at any angle between 90 and 180 degrees, making it adaptable to a wide range of staircase configurations and architectural layouts. The component is investment cast in 316 stainless steel, which provides the corrosion resistance and smooth surface finish required for architectural hardware in outdoor and high-traffic environments.
The Problem
After the first winter season in service, a UK client reported a recurring failure in cold weather conditions. During rainy periods, water was entering the connector and accumulating inside the handrail tube. When temperatures dropped below freezing, the trapped water expanded as ice, pushing the connector out of the tube and compromising the structural integrity of the handrail. Multiple installations were affected, and the issue presented a clear safety risk to users. The failure was predictable and seasonal. The client needed a permanent design solution, not a maintenance workaround.
First Proposal: Drainage Holes
The first approach considered was drilling a small drainage hole at the lowest point of the tube to allow accumulated water to escape before freezing could occur. This is a common solution in outdoor metalwork, but the client rejected it for two reasons: the additional machining step increased unit cost, and for an architectural product installed in visible locations, the drainage hole was aesthetically unacceptable. The solution needed to be designed into the connector itself, with no visible modification to the finished product.
Design Iteration: The First Attempt
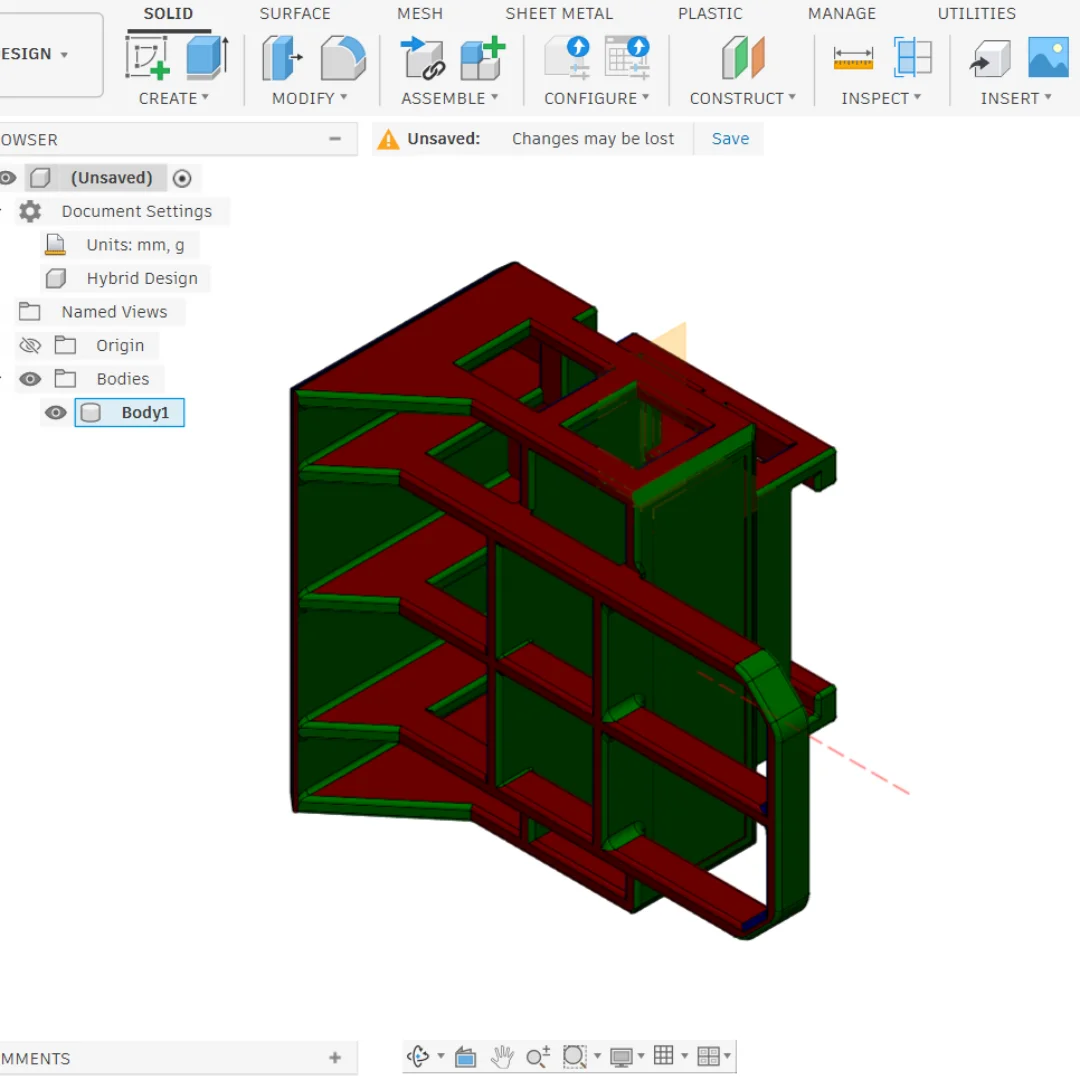
The engineering team developed a modified connector design incorporating an additional internal plate to redirect water away from the tube opening. The design achieved the functional objective on paper, but it could not be manufactured using investment casting. The problem was tooling. Investment casting requires all wax patterns to be ejected cleanly from the metal die after injection. The modified design required a loose core to form the internal geometry, but that core could not be extracted from the die cavity. The design was sound in principle but unproduceable in practice, and manufacturing it would have required either a completely different process or a fundamental change to the approach.
The Solution: Two-Part Wax Assembly
Rather than attempting to produce the required internal geometry from a single die, the engineering team redesigned the connector to be manufactured as two separate wax patterns, each formed from its own die. The two patterns are assembled together at the wax stage, before the ceramic shell is built up around them. This creates a single, seamless casting with the internal geometry needed to manage water, produced at standard investment casting costs. The technique allows geometry that would be impossible to produce from a single die to be achieved reliably and repeatably, without any visible change to the external form of the finished component. No additional machining operations are required. The redesigned connector redirects water that enters the assembly so it cannot accumulate inside the tube and freeze. The handrail system performs correctly in wet and cold conditions while maintaining its original installed appearance.
Outcome
The redesigned UCON connector entered production within two months of identifying the original failure, and the UK client is currently conducting field testing in real weather conditions. To our knowledge, this internal water management geometry achieved through a two-part wax assembly process is the first design of its type in the handrail connector market. The case illustrates a principle that comes up regularly in investment casting development: manufacturing constraints during design iteration are not always dead ends. In this case, the tooling limitation of the first design approach pushed the engineering team toward a more capable and cost-effective solution than the original concept would have produced.
We had installations failing every winter and needed a solution that worked in the real world, not just on paper. The team understood the problem quickly, worked through the manufacturing constraints honestly, and came back with a redesign that solved everything without changing how the product looks or increasing our costs. That kind of practical engineering support is exactly what we need from a manufacturing partner.